







Станок для ротационной вытяжки металла с ЧПУ WLH-DRS1050
арт. 648252
3-4 недели
Цена по запросу
Модель | WLH-DRS1050 | |
Ширина станины (мм) | 940 | |
Максимальный диаметр обработки над станиной (мм) | 1050 | |
Максимальный диаметр обработки над суппортом (мм) | 650 | |
Максимальная длина обработки (мм) | 580 | |
Толщина заготовки | Алюминий, медь (мм) | 0,5 - 8 |
Углеродистая сталь (мм) | 0,5 - 4,5 | |
Нержавеющая сталь (мм) | 0,5 - 4 | |
Ход по оси X / Z (мм) | 610 / 780 | |
Скорость быстрого хода по оси X / Z (мм/мин) | 8000 / 12000 | |
Максимальный крутящий момент по оси X / Z (Нм) | 20 / 15 | |
Максимальное усилие прижима по оси X / Z (кН) | 70 / 70 | |
Тип направляющих по оси X / Z | Линейная направляющая скольжения | |
Отверстие шпинделя (мм) | C11, ME120 (1:20), 110 | |
Скорость вращения шпинделя (об/мин) | 1500 | |
Мощность двигателя шпинделя (кВт) | 18,5 | |
Ход задней бабки (мм) | 520 | |
Максимальное усилие прижима задней бабки (кН) | 50 | |
Ход пиноли задней бабки (мм) | 200 | |
Конус и диаметр пиноли задней бабки (мм) | MT6, 85 | |
Тип инструментальной головки | 2 синхронно работающие 6 - позиционные | |
Количество роликов (шт.) | 1+1 | |
Общая точность обработки | IT6 | |
Точность позиционирования (мм) | 0,015 | |
Точность повторного позиционирования (мм) | 0,008 | |
Шероховатость поверхности (мкм) | Ra 1.25 | |
Габаритные размеры (мм) | 4400 x 3300 x 2100 | |
Вес (кг) | 8000 | |
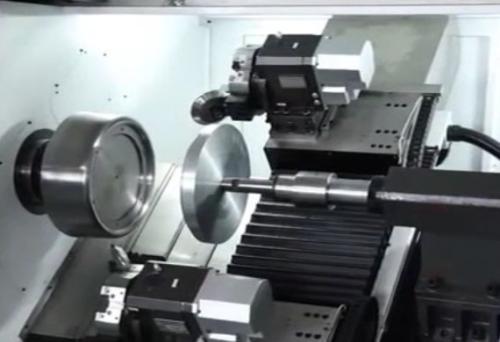
Станок для ротационной вытяжки металла WLH-DRS1050 представляет собой специализированное металлообрабатывающее оборудование с числовым программным управлением для изготовления осесимметричных деталей методом пластической деформации. Станок имеет жесткую станину, обеспечивающую высокую точность и стабильность в процессе обработки. Главным рабочим узлом выступает шпиндельная бабка с приводным валом, на который устанавливается обрабатываемая заготовка. Прецизионные направляющие обеспечивают плавное перемещение инструментальной оснастки.
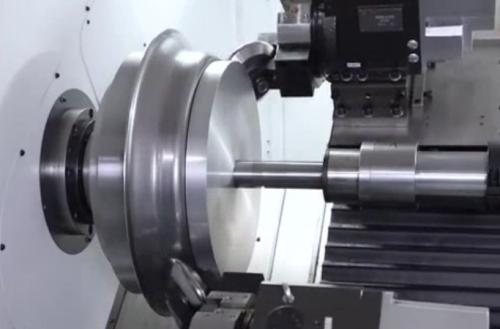
Принцип работы основан на локальном пластическом деформировании вращающейся заготовки при помощи давильных роликов. В процессе вращения заготовки давильный инструмент оказывает постепенное давление на материал, придавая ему требуемую форму согласно заданной программе. Форма детали образуется путем постепенного огибания формообразующего шаблона (оправки) под воздействием давильного ролика. Система ЧПУ контролирует траекторию движения инструмента, скорость вращения шпинделя и усилие прижима. Оборудование оснащено удобной панелью управления с интуитивным интерфейсом, позволяющей программировать все параметры техпроцесса.
Инструментальная система станка включает специализированные давильные ролики различного профиля, которые монтируются на инструментальных суппортах. Данная конструкция обеспечивает многоосевую обработку заготовки с возможностью формирования сложных геометрических контуров. Имеется возможность установить токарный резец, чтобы что-то подрезать, осуществить финальную (чистовую) обработку и т.д.







